Komplexe Materialhandlingaufgabe in Edelstahlwerk
Die Braun Maschinenfabrik („Braun“) hat eine komplette Trennschleifanlage zum Heißtrennen von radialgeschmiedetem Stangenmaterial an ein Edelstahlwerk in Bozen, Italien, geliefert. Deren Integration in die dortige Schmiedelinie erforderte eine anspruchsvolle Neukonzeption des entsprechenden Materialhandlingprozesses. Für die implementierte, voll automatisierte Förderlösung setzt Braun insgesamt 68 Getriebemotoren des WEG-Tochterunternehmens Watt Drive ein.

Seit der Gründung 1848 ist Braun in Familienbesitz und fokussiert sich heute auf die drei Bereiche Stahlwasserbau, Stahltrenn- und -schleifmaschinen sowie Betonschneid- und -bohrmaschinen. Das Unternehmen mit Sitz in Vöcklabruck gehört zu den international führenden Herstellern von modernen Hochleistungs-Trennschleifmaschinen zum Kalt- und Heißtrennen sowie von Hochdruck-Schleifmaschinen für Stahl und Nichteisenmetalle. Maßgeschneiderte Materialhandling- und Automatisierungssysteme sowie professionelles Planungs-Engineering und ein umfangreicher After-Sales-Support komplettieren das Leistungspaket für die Stahlindustrie.
Zum Antrieb der verschiedenen Einheiten des speziell entwickelten Materialhandling-Systems, das Braun gemeinsam mit der Trennschleifmaschine des Typs TS 12 W im Edelstahlwerk der Firma Acciaierie Valbruna S.p.a. („Valbruna“) in Bozen implementiert hat, setzt das Unternehmen verschiedene Getriebemotoren aus dem Hause Watt Drive ein.
Knifflige Handlingaufgabe
Die Trennschleifanlage in Bozen wurde von Braun in eine bereits bestehende Schmiedelinie integriert. Ihre Aufgabe ist es, die Enden der heißen Schmiedeteile nach Abschluss des Schmiedevorgangs abzutrennen. Bislang wurden fertige Schmiedestücke mit einer Länge von 2,5 bis 5,5 m vom Schmiedemanipulator entladen, indem sie auf einen parallel verlaufenden Rollgang umgehoben und anschließend in einfache Stahlrungen ausgeworfen wurden. Längere Schmiedestücke mit einer Länge von 5 bis 13 m wurden mit einer einfachen Vorrichtung hinter dem Manipulator geklemmt und mithilfe des Manipulators aus diesem herausgeschoben.
 |
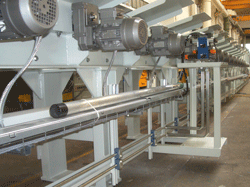
| Bild 1: Die Kappschnitt-Trennschleifmaschine TS 12 W mit waagerechter Trennwippe bietet eine gute Ausnutzung der Trennscheibe bei schmalen Stablagen wie in diesem Projekt |
Eine Herausforderung bei der Neukonzeption des Materialhandlingsystems stellte die geringe Übergabehöhe von 0,5 m am Schmiedemanipulator dar, da die Rollgangshöhe der Trennschleifmaschine mit 1,09 m deutlich höher liegt. Die Zielsetzung bestand daher darin, die Schmiedestücke von beiden genannten Entladepositionen auf eine einheitliche Rollgangslinie in Höhe des Rollgangs der Trennschleifmaschine zu befördern.
„Die kompakte, modulare Bauweise der Getriebemotoren von Watt Drive ermöglicht es uns, immer wieder neue und vor allem komplexe Aufgaben im Bereich Materialhandling unserer Hochleistungs-Trennschleif- und Oberflächenschleifmaschinen zu meistern“, erklärt Stefan Purrer, leitender Konstruktions- und Projektingenieur Stahltrenn- und -schleifmaschinen bei Braun.
Zwei Wege, ein Ziel
Um diesen anspruchsvollen Handlingprozess umsetzen zu können, waren mehrere Neukonstruktionen am Fördersystem erforderlich. Zunächst befördert jetzt eine Materialumhebeeinrichtung die Schmiedestücke mit einer Länge von 2,5 bis 5 m vollautomatisch mittels vier Transportwagen vom Entladerollgang zum 3,5 m entfernten heb- und senkbaren Rollgang oder legt diese auf eine von fünf Pufferpositionen ab.
Die größeren Schmiedestücke mit einer Länge von 5 bis 13 m werden nun von einer Materialdurchzieheinheit durch Anpressen von Förder- und Leitrollen vollautomatisch aus dem Schmiedemanipulator herausgezogen und kontinuierlich auf dem heb- und senkbaren Rollgang abgelegt. Die Anpressbewegung erfolgt mittels gleichlaufgesteuerter Hydraulikzylinder und der Antrieb der Förderrollen elektromechanisch. Letztere Antriebsaufgabe übernehmen zwei Watt-Kegelstirnradgetriebemotoren des Typs K75 mit einer Motorleistung von 3 kW. Die Getriebemotoren in Schutzart IP55 laufen bei einer Untersetzung von i=51,02 mit einer Abtriebsdrehzahl von 28 U/min und erzeugen ein Drehmoment von 1012 Nm.
 |
| Bild 2: Insgesamt 59 baugleiche Watt-Aufsteckgetriebemotoren treiben verschiedene Rollgänge der Trennschleifanlage an – hier zu sehen: der Zusammenbau eines Rollgangs vor Auslieferung |
Ausgleich des Höhenunterschieds
Der etwa 11,5 m lange heb- und senkbare Rollgang entnimmt durch eine Hubbewegung die kürzeren Schmiedestücke von den Transportwagen, wobei die Verfahrbewegung elektromechanisch und die Hubbewegung mittels Hydraulikzylinder erfolgen. Die längeren Schmiedestücke übernimmt er direkt von der Durchzieheinheit. Alle Schmiedestücke werden nun mithilfe des heb- und senkbaren Rollgangs von der Ausgangshöhe 0,5 auf 1,09 m, dem Rollgangsniveau der Trennschleifmaschine, befördert.
Den Materialtransport ermöglichen dabei 17 einzeln elektromechanisch angetriebene Rollen. An dieser Stelle sowie am gesamten Zufuhr- und Abfuhrrollgang der Trennschleifanlage kommen zu diesem Zweck 59 baugleiche Watt-Aufsteckgetriebemotoren des Typs A46 mit einer Leistung von je 0,75 kW zum Einsatz, davon zwei mit Inkrementalgebern (1024 HTL). Bei einem Antriebsdrehmoment von 106 Nm und einer Untersetzung von i=20,86 laufen die Getriebemotoren mit einer Drehzahl von 68 U/min. Aufgrund der hohen Wärmeentwicklung beim Heißtrennen sind die Antriebe anwendungsspezifisch für Umgebungstemperaturen bis +60°C ausgelegt und zusätzlich mit einer thermischen Überwachung (TH) ausgestattet.
Die Hubbewegung des heb- und senkbaren Rollgangs erfolgt – besonders wirtschaftlich – ebenfalls elektromechanisch, und zwar angetrieben durch einen Watt-Flachgetriebemotor des Typs F131 mit einer Motorleistung von 15 kW. Dieser Antrieb besitzt eine Federdruckbremse (Haltebremse) mit einem Bremsmoment von 100 Nm und erzeugt aufgrund der gewählten Untersetzung von i=76,05 ein Drehmoment von 7462 Nm.
„Die automatisierungstechnische Synchronisierung dieser drei ineinander greifenden Materialhandling-Baugruppen bzw. der Schnittstelle zur bestehenden Radialschmiedemaschine stellte eine besondere Herausforderung in diesem Projekt dar“, erläutert Purrer. „Wir schätzen die fachkundige Betreuung und die hohe Liefertreue von Watt Drive. In Kombination mit kurzen Lieferzeiten tragen diese dazu bei, dass wir auch solche anspruchsvollen Projekte effizient abwickeln können. Zusätzlich können wir unseren Kunden durch den Einsatz von hochwertigen Watt-Produkten höchste Verfügbarkeit garantieren“.
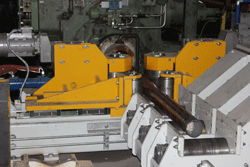 |
| Bild 3: Zwei Watt-Getriebemotoren sorgen dafür, dass die größeren Schmiedestücke von der Materialdurchzieheinheit vollautomatisch aus dem Schmiedemanipulator auf dem heb- und senkbaren Rollgang abgelegt werden |
Zum Abschluss aufs Kühlbett
Nach Beendigung des Trennschleifvorgangs werden die Schmiedestücke aus der Maschine abgeführt und gelangen schließlich zur Abkühlung auf den Kettenförderer bzw. in die Kettenmulde. Die Antriebe des Kettenförderers, zwei Flachgetriebemotoren des Typs F111 mit einer Motorleistung von je 3 kW, sind für Umgebungstemperaturen von bis zu +60°C ausgelegt und mit einer thermischen Überwachung (TH) ausgestattet. Zum langsamen Auskühlen der Schmiedestücke laufen diese Getriebemotoren bei einer Untersetzung i=207,08 mit einer Geschwindigkeit von lediglich 7 U/min. Die platzsparenden modularen Watt-Getriebemotoren lassen auch bei kleinen Geschwindigkeiten sehr feine Drehzahlabstufungen zu. So laufen beispielsweise die zwei sechspoligen Flachgetriebemotoren des Typs F137 des Kettenmulden-Schwenkantriebs mit einer Leistung von 1,5 kW und sind mit 1,4 U/min noch wesentlich langsamer. Um ein Herunterfallen der Schmiedestücke zu verhindern, besitzen sie eine Bremse mit einem Bremsmoment von 20 Nm.